
Why Warehouse Lighting With Smart Control Is More Tempting
Light is important to people. More and more people are spending a lot of time indoors, so managers need to create a healthy workplace. It is difficult to retain all natural light indoors and artificial light is needed to generate the right light level.
The warehouse is a huge space with high ceilings, high shelving constructions and narrow aisles where workers need safe and productive work. Quality low-glare illuminance allows employees to have optimum visual conditions, so that to operate equipment safely, for example when sorting goods at high heights with forklift trucks. It needs high-performance and durable luminaires.
Morstar has the right LED lighting solutions that can be individually matched to different lighting situations, due to meeting your needs for the moment. A Morstar lighting solution reduces energy costs and maintenance time, especially in high ceiling areas, due to dimmable, long life LEDs, which help your business cut costs.
There is need for a suitable lighting scheme due to the unique character of warehouses and industrial buildings and conforms to the following needs:
* Human Centric Lighting
* Improve Work Productivity
* Reduce Maintenance Costs
* Refresh the Operational Efficiency of a Given Space
* Improve Workers’ Safety as Well as Their Working Conditions


Warehouse: logistics
The logistics area of the warehouse is an open space — shelves, forklifts and pallets. Reliably illuminating the shelves makes sure labels and receipts are clear, and be able to see other employees. To ensure safe, comfortable working, high-performance lighting systems are required that can be adapted to the specific situation.
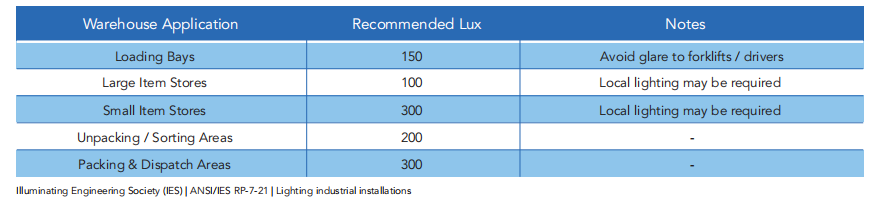
Please read the table below for the recommended lux levels for various Warehouse lighting requirements.
Daniel, an equipment manager for a company, was looking for a lighting solution for a warehouse facility in Detroit. This is a 78,000 square foot warehouse.
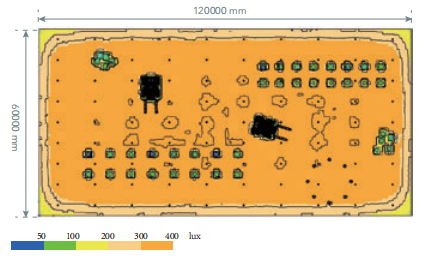
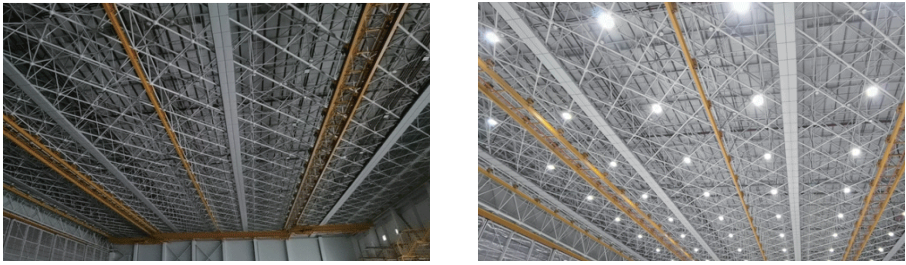
This is a traditional warehouse. The lighting used in the past is outdated, consisting of a hundred fluorescent lights suspended beneath the beams of a steel structure. With a ceiling height of about 12 metres and racking height of up to 9 metres, there were lights that didn’t reach the ground to the lighting when product pallets were being stored on the highest shelves causing insufficient illumination of the light environment. Daniel approached us about lighting renovation that was undertaken to eliminate this problem.
Morstar created a smart, efficient lighting system designed to improve lighting levels and achieve the greatest possible reduction in energy costs and achieve significant savings in CO2 emissions. The latter was critical for receiving additional subsidies from the state.
A total of Mortstar 400 Series high-bay with control luminaires were installed throughout the facility. The 400 Series is a high-efficiency luminaire that produces more light while consuming less energy than traditional metal halide luminaires. “Daniel’s warehouse has a steel ceiling, so it has to avoid excessive heat. So we used LED lamps with good heat dissipation.” Richard, lighting designer at Morstar.
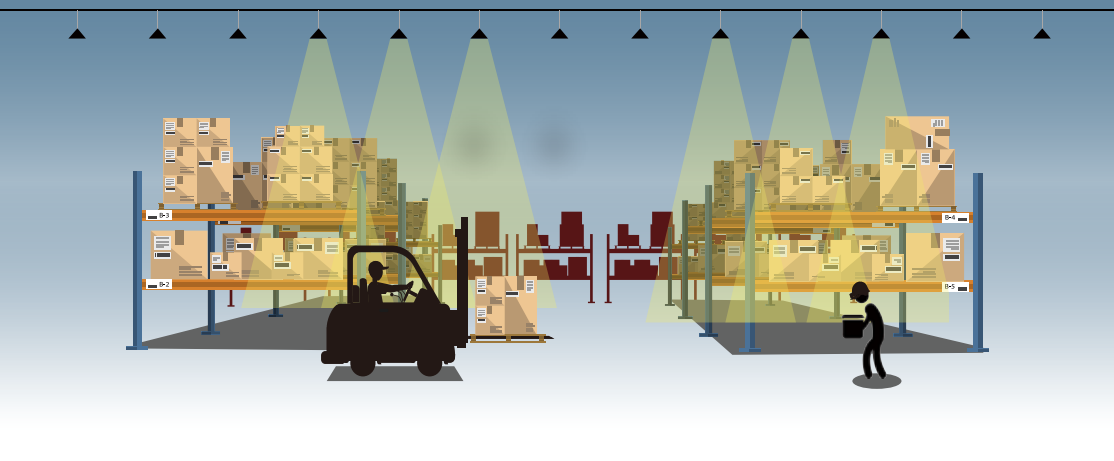
In warehouses applications, most of the racks are never fully used and a good quality of light is needed when you want to pick your merchandise. That’s why it’s especially important to turn off lights you don’t need. When activity is detected, the light levels go up instantly to the requirements of the area. After a period of inactivity, the sensor turns the light fixture off or dims them to a pre-set level. This achieves additional energy savings. “The right light in the right place! ” Daniel said to us, “Amazing.”

What does it mean for Daniel’s warehouse? A worked below of the savings made by the new warehouse lighting system:
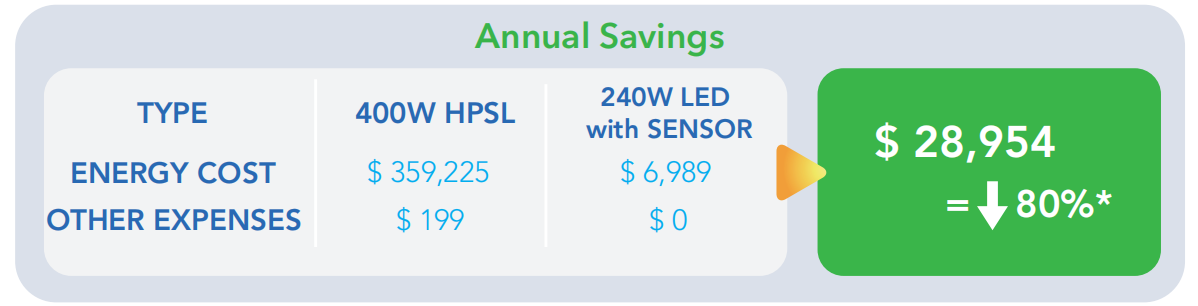
The high energy efficiency of the 400 series LED high bay light allows for energy savings of up to 70% compared with the old lighting system. The connected load was reduced by 70% from 72,000W to just 21,600W. The smart lighting control system allowed for additional electricity savings of up to 10% thanks to the integrated sensors. Employees also benefit from the new lighting due to better quality lighting and excellent colour reproduction. Changing the lighting system from traditional high voltage sodium lamp to LED coupled with lighting controls resulted in impressive savings for Daniel, at least amount to an impressive $ 28,954 p.a.